Mauser C96 Broomhandle · Volume 2
Design Rationale & Engineering History
Why the C96 is built the way it is — the patent, the architecture, and the Oberndorf manufacturing story
Contents
The C96 is worth understanding as an engineering argument before you build one. Almost every feature that makes it distinctive — the forward magazine, the screwless lockwork, the rear-loading action — is a deliberate answer to a problem the 1890s designers faced, and several of them directly shape how a modern reproduction has to be made (Vol 9).
2.1 Origin: the Feederle brothers and Paul Mauser
The pistol was developed privately by three Mauser employees — the Feederle brothers: Fidel (described as Mauser’s “right hand”), Friedrich (a master mechanic), and Josef (later superintendent of assembly and finishing). Paul Mauser, whose interests were overwhelmingly in bolt-action rifles, was reportedly not enthusiastic when he learned employees were perfecting a personal project on factory time — but once a working prototype fired (a prototype in 7.65 mm Borchardt was firing by March 1895), he backed it, lent the factory’s full means to the work, and influenced the final design. The patent was filed in his name.
The commercial context mattered: Mauser was an asset of the Ludwig Loewe / DWM group, which was struggling to sell Hugo Borchardt’s awkward C-93 auto pistol. A more practical self-loader was a welcome prospect, which helped clear the path to production. The pistol was demonstrated to (and fired by) Kaiser Wilhelm II in 1896. The name “C96” stands for Construktion 96.
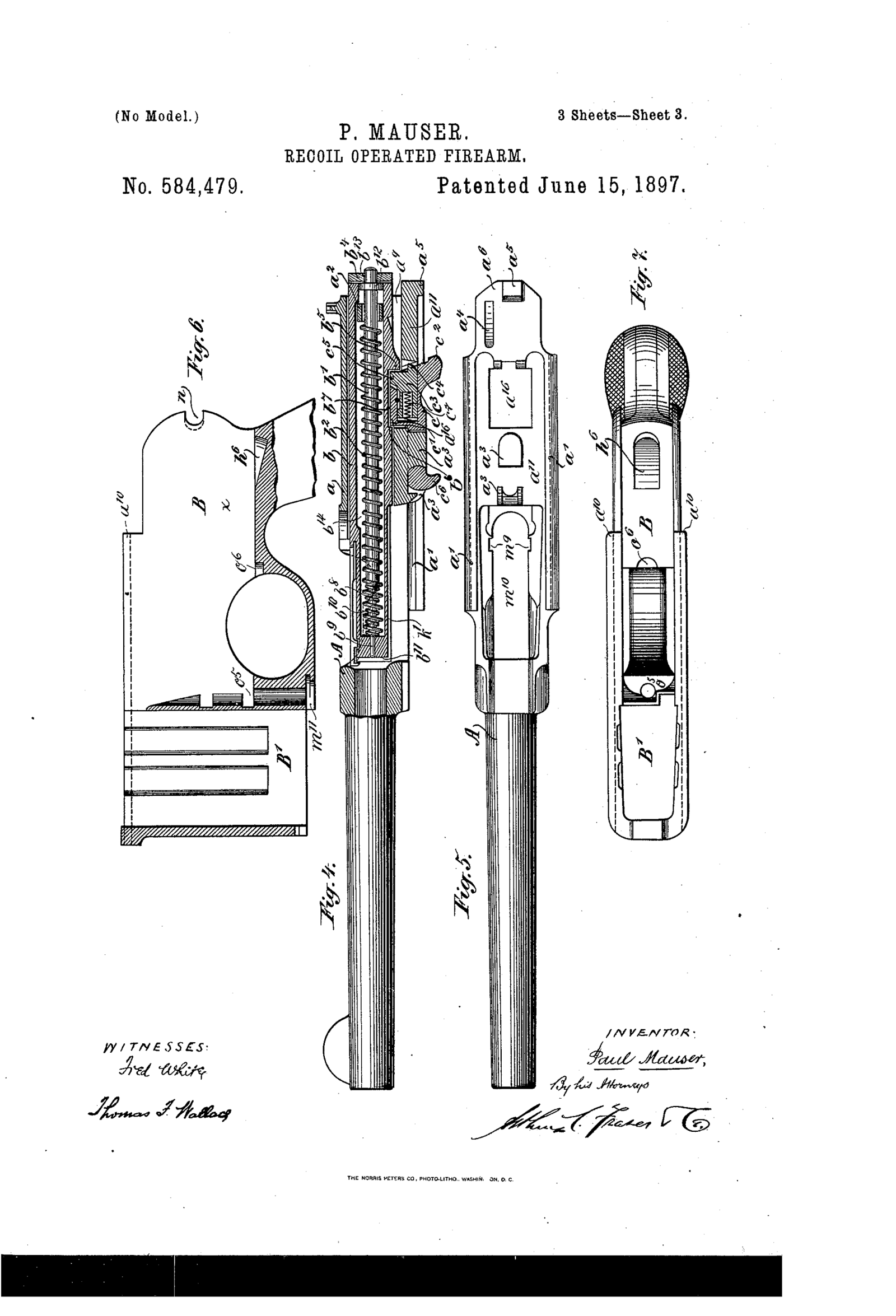
2.2 The patent — DRP 90,430 / US 584,479
Paul Mauser’s priority filing was German patent DRP 90,430, granted 11 December 1895; the US equivalent is US 584,479 (filed 14 February 1896, granted 15 June 1897), with parallel filings across a dozen countries. The patent’s own words frame the whole design: a magazine repeating firearm with a movable barrel, in which the recoil of the shot is used to unlock the bolt, open the breech, eject, cock the firing mechanism, and compress the springs that then strip and chamber a fresh round, re-close the breech, and lock the bolt.
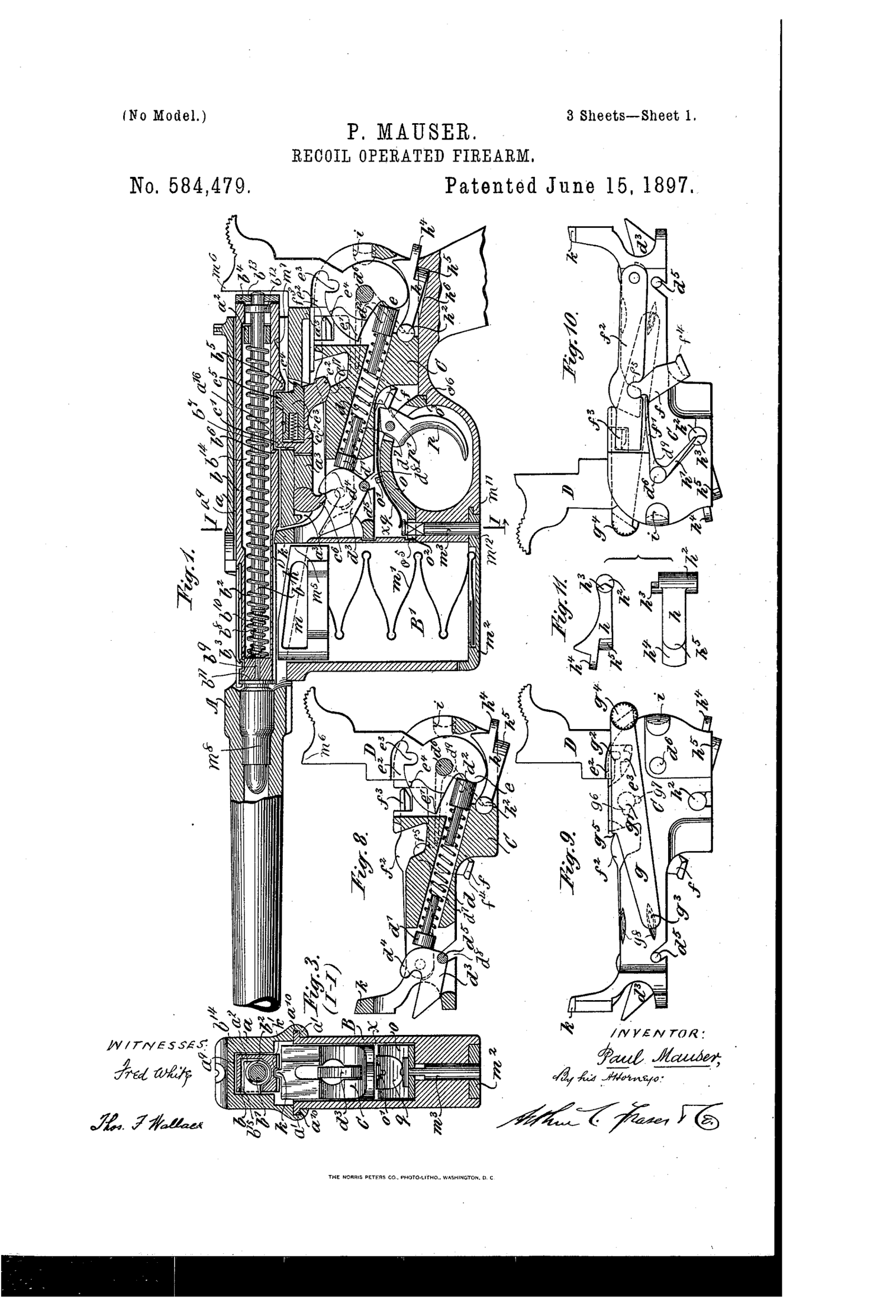
The patent is schematic, not toleranced — it shows how the parts relate and interlock, not manufacturing dimensions. That is exactly its value for a builder: it is the ground truth for geometry and kinematics (Vol 6 pairs it with the dimensional sources).
2.3 The four-subassembly architecture
The C96 reduces to four main subassemblies:
- Barrel with extension — barrel and barrel-extension are milled from one piece of steel. The front sight is milled from that same solid; the rear sight is machined onto or installed over the squared tunnel that houses the bolt.
- Bolt — square and hollow, carrying the firing pin (with its return spring), the recoil spring around the firing pin, and the extractor; it terminates in the knurled T-shaped grasping piece.
- Receiver — made of one piece, its front portion forming the fixed magazine well, with the trigger guard integral.
- Lock sub-frame — the self-contained trigger/hammer/sear/mainspring module that drops into the receiver from the rear.
This decomposition is also the build decomposition: in Vol 9 these are the four work packages.
2.4 Why the integral box magazine, forward of the trigger
The forward, integral, charger-loaded magazine is the C96’s most-recognized oddity. It is a coherent answer to 1890s constraints:
- Charger (stripper-clip) loading from the open action mirrors how Mauser rifles loaded — a familiar manual of arms, and fast, without requiring the detachable-box magazine technology and tooling that were not yet mature or cheap.
- Placing the magazine ahead of the trigger keeps the bolt/barrel mass and the long high-velocity cartridge in line with a long barrel for the velocity the design was chasing (Vol 3), while leaving the grip free to be a simple, rakeable handle.
- It is integral because an integral well is one fewer loose part to make, fit, lose, or have rattle — consistent with the whole “assembled from interlocking machined parts” philosophy.
Most variants hold 10 rounds; 6- and 20-shot magazine versions were also produced (Vol 4).
2.5 Why no pins and one screw — the interlocking lockwork
The C96’s signature engineering feat: the entire pistol is held together by the fit and interlock of its parts, with no assembly pins and a single screw (the grip screw). Contemporaries regarded this as an outstanding achievement, and it remains the defining reason the C96 is hard to reproduce.
The trade-offs are real and shape the build:
- Cost. Every part is precision-machined to fit its neighbors. There are no cheap shortcuts; this is why the C96 was always relatively expensive, and why the Chinese and Spanish copies (Vol 4) simplified machining at the cost of fit and metallurgy.
- Weight. The all-steel, machined-from-solid construction makes the C96 one of the heaviest service pistols of its era. A striking amount of the design’s evolution over its life was incremental weight reduction — milled-out side panels on the receiver and lock frame, drilled-out safety buttons and bolt wings, lightening cuts under the barrel extension (Vols 4–5).
- Fitting, not bolting. For a reproduction (Vol 9) this means parts come off the machine close, then are hand-fit to assemble and function — the time sink of a from-scratch build.
2.6 The lock sub-frame: held tight, yet removable
The cleverest single piece of the architecture is how the lock sub-frame is retained. It slides into the receiver from the rear. A tongue at its upper front engages a slot in the front wall of the magazine well; two guides at its rear sides engage matching slots at the rear of the receiver. The result is a module held tightly at both front and rear during firing, yet which pulls straight back out for takedown once the barrel assembly is removed. The sub-frame is also loosely clawed under the barrel extension by the forward hook of the locking block.
This is paired with a safety-critical interlock at the takedown latch (rear of the receiver, below the hammer pivot). Because the action and barrel assembly mount from the rear, a latch that released or failed at the instant of firing could let the whole mechanism fly rearward out of the receiver into the shooter. The hammer body is machined so the latch cannot be raised unless the hammer is cocked, and a further interlock prevents a cocked hammer from reaching the firing pin while the latch is unlocked. Any functional reproduction must replicate this latch geometry faithfully (Vol 6, Vol 9).
2.7 Manufacturing at Oberndorf — why it was expensive
The C96 was made at Mauser’s Oberndorf am Neckar works by extensive precision machining of forged and barstock steel. The barrel-and-extension-from-one-piece and the one-piece receiver are large, multi-setup machined parts; the lockwork is a set of small machined-from-solid components requiring hand fitting. There were no castings or stampings doing the structural work the way later pistols would use them. This is the root of both the C96’s quality reputation and its cost, and it is why a faithful from-scratch reproduction is a serious machining project rather than an assembly job.
2.8 Metallurgy & finish (period)
Period C96s are forged/barstock carbon (and later alloy) steel, heat-treated, and finished by rust bluing, with small parts strawed (fire-blued) — e.g. the trigger — and the chamber often polished bright. Grips are checkered walnut (hard rubber on some). Documented public sources are notably thin on exact steel grades and heat-treat schedules (they were proprietary); treat metallurgy as “period gun steel, appropriately heat-treated,” and confirm any specific grade claim before stating it. Finishes and markings get full treatment in Vol 10; for a 9×19 build the relevant modern analogue is 4140 for the stressed parts (Vol 9).
2.9 Reading the design as a builder
Three features from this volume drive the build more than any other:
- The screwless interlock (§2.5) → expect hand-fitting, not bolt-up; this dominates the from-scratch time budget.
- The takedown-latch interlock (§2.6) → safety-critical, reproduce exactly.
- The barrel+extension as one piece (§2.3) → the defining single-part machining challenge; confirm mill envelope and lathe capacity.
A fourth — the disconnector that makes it semi-auto rather than full-auto — is mechanism detail and is covered in Vol 6 (§6), but flag it now: the earliest C96s lacked the disconnecting projection and would run away in full-auto if the trigger was not released crisply. Reproduce the disconnector geometry.
2.10 References (Vol 2)
- US Patent 584,479 (P. Mauser, 1897) and German DRP 90,430 (1895) — public domain;
../blueprints/. - Breathed & Schroeder, System Mauser; Belford & Dunlap, The Mauser Self-Loading Pistol (ASAC monograph,
../references/). - Henrotin, The Mauser C96 Explained (©2002) — facts only.
- Synthesis in
../volume_sources/research_notes.md. Full bibliography in Vol 12.